Hidraulinių cilindrų reikšmė apima ne tik jų funkcionalumą, bet ir apima sudėtingus projektavimo ir gamybos procesus. Šis išsamus vadovas tiria hidraulinio cilindro gamybos pasaulį, apimantį viską, pradedant pagrindine šių komponentų struktūra ir baigiant sudėtingomis gamybos procedūromis. Ja siekiama pabrėžti sudėtingumą ir subtilybes, susijusias su hidraulinių cilindrų gamyba, pabrėžiant jų pagrindinį vaidmenį šiuolaikinėje pramonėje ir nuolatines technologines pažangas šioje srityje.
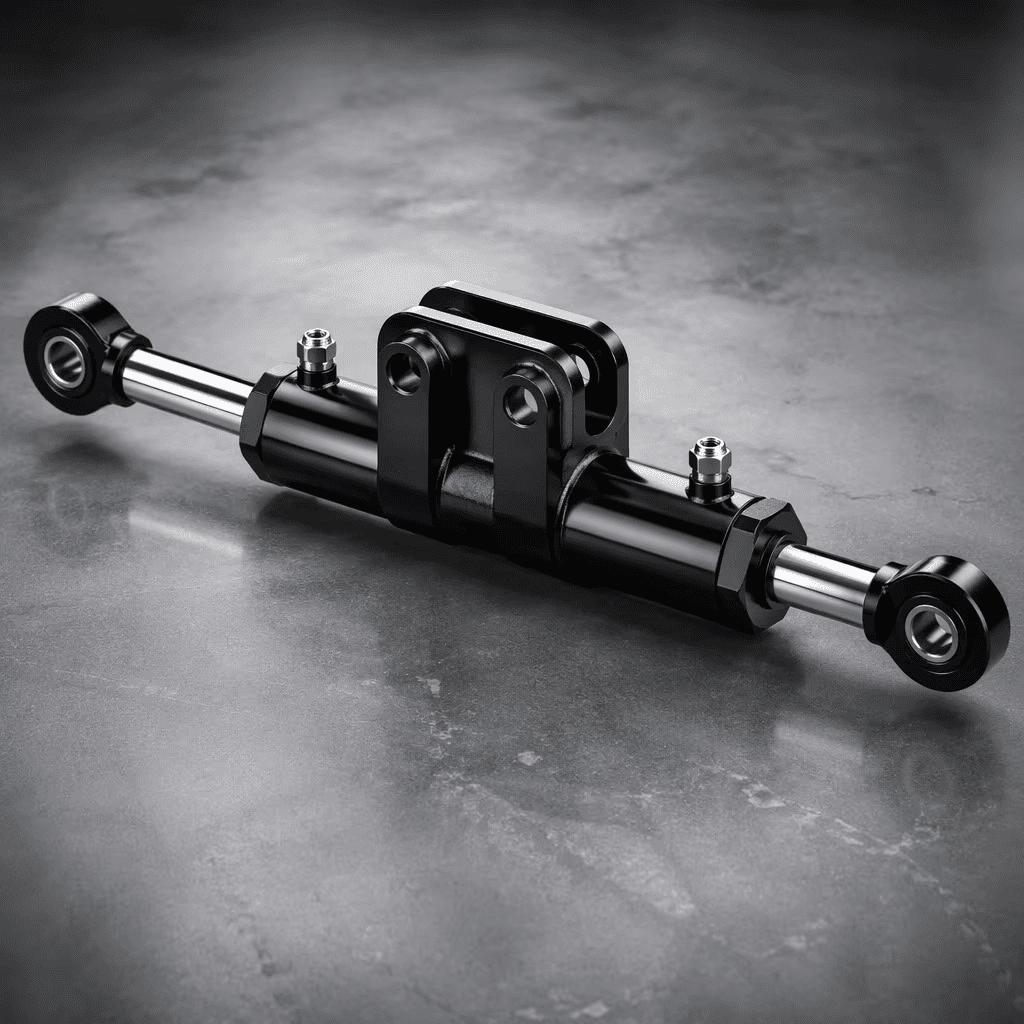
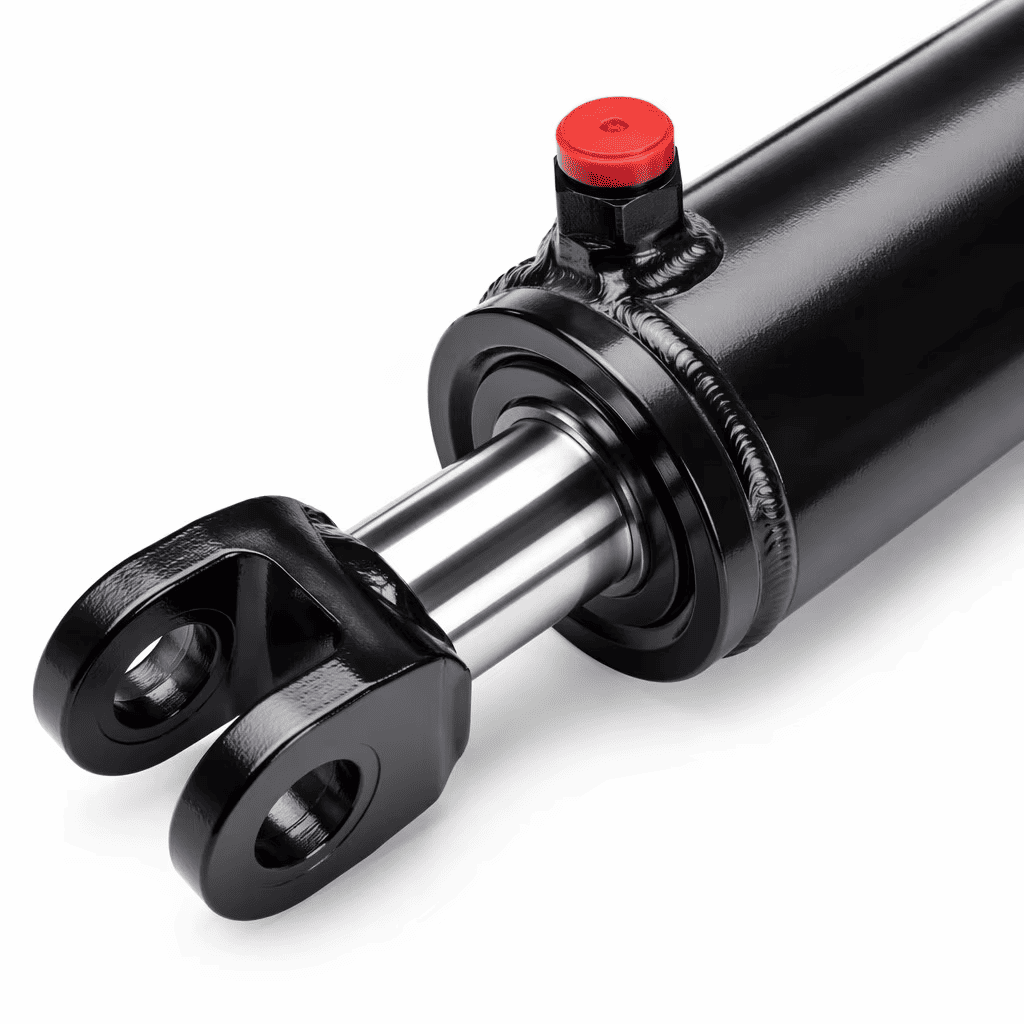
Norint visiškai įvertinti hidraulinio cilindro gamybos rafinuotumą, pirmiausia būtina suprasti jos anatomiją. Hidraulinį cilindrą sudaro kelios pagrindinės dalys, kurių kiekviena atlieka kritinę funkciją. Šie pagrindiniai komponentai yra statinė, stūmoklis, stūmoklio strypas, galva, pagrindas ir sandarikliai. Statinė veikia kaip cilindro korpusas, kuriame yra stūmoklio ir stūmoklio strypas. Jis turi būti tvirtas ir patvarus, kad atlaikytų hidraulinio skysčio vidinį slėgį. Statinės viduje stūmoklis juda pirmyn ir atgal, padalindamas abi cilindro puses. Stūmoklio strypas, kuris tęsiasi nuo stūmoklio per cilindro galvutę, paverčia stūmoklio linijinį judesį į naudojamą darbą. Galvos ir pagrindo uždengia statinės galus, turinčius hidraulinį skystį ir palaikant stūmoklio strypą. Šių komponentų medžiagų pasirinkimas yra labai svarbus ir skiriasi atsižvelgiant į konkretų cilindro taikymą. Pavyzdžiui, nerūdijantis plienas gali būti pasirinktas pritaikymui korozinėje aplinkoje dėl jo atsparumo rūdims ir pablogėjimui.
Aukštos temperatūros taikymuose pasirinktos medžiagos, galinčios atlaikyti šiluminį plėtimąsi ir stresą.
Projektavimo aspektai taip pat yra gyvybiškai svarbus hidraulinio cilindro gamybos aspektas. Tokie veiksniai kaip apkrova, takto ilgis, veikimo slėgis ir temperatūros sąlygos lemia cilindro dizainą. Pavyzdžiui, cilindras, skirtas naudoti hidrauliniame prese, turės skirtingas specifikacijas, palyginti su tuo, kuris naudojamas aviacijos ir kosmoso programose. Inžinieriai taip pat turi atsižvelgti į tokius aspektus kaip montavimo stilius ir naudojamo hidraulinio skysčio tipas - visa tai daro įtaką galutiniam cilindro dizainui ir našumui.
Hidraulinio cilindro gamybos pagrindas yra projektavimo etapas, kai idėjos ir reikalavimai išverčiami į betono projektą. Šis esminis procesas prasideda nuodugniai analizuojant numatytą hidraulinio cilindro taikymą. Inžinieriai vertina įvairius veiksnius, tokius kaip cilindro apkrovos talpa, dydis, veikimo slėgis ir specifinės aplinkos sąlygos, su kuria ji susidurs. Pavyzdžiui, cilindrui, skirtas aukštos temperatūros aplinkai, gali prireikti skirtingų medžiagų nei tas, kuris skirtas povandeniniam naudojimui.
Šiame etape „Advanced Design“ programinė įranga vaidina lemiamą vaidmenį. Šios priemonės leidžia dizaineriams eksperimentuoti su skirtingomis konfigūracijomis, nustatyti streso taškus ir optimizuoti tiek našumo, tiek ekonomiškumo dizainą. Tikslumas yra raktas šioje fazėje, nes net nedideli klaidingi apskaičiavimai gali reikšmingai paveikti cilindro funkcionalumą.
Po to, kai buvo sukurtas tvirtas hidraulinio cilindro dizainas, fokusavimas perkeliamas į medžiagos pirkimo fazę. Šis etapas apima kruopštų medžiagų pasirinkimą, pagrįstą jų savybėmis ir specifiniais taikymo reikalavimais.
1. Metalo atranka statinei:
Hidraulinio cilindro statinė turi sugebėti atlaikyti vidinį slėgį ir atsispirti susidėvėjimui laikui bėgant. Dažniausiai naudojamos medžiagos yra plienas ir nerūdijantis plienas, pasirinktas jų stiprumui ir ilgaamžiškumui. Kai kuriose programose, kur svoris yra kritinis veiksnys, aliuminis gali būti pasirinktas dėl jo lengvojo pobūdžio.
2.Sikreipkite į stūmoklių tinkamą metalą:
Stūmokliai turi būti tvirti ir pajėgūs išlaikyti savo formą esant skirtingam slėgiui. Medžiagos, tokios kaip anglies plienas ir ketaus, yra populiarūs pasirinkimai dėl jų stiprumo ir atsparumo deformacijai.
3.Pistono strypo medžiagos pasirinkimas:
Stūmoklio strypas, veikiamas išorinės aplinkos, reikalauja didelio atsparumo lenkimui ir korozijai. Dažnai naudojamas didelio stiprumo plienas, kartais su chromo danga ar kitomis paviršiaus apdorojimais, siekiant padidinti atsparumą korozijai ir paviršiaus kietumui.
4. Šaukimo kokybės tarpikliai ir kiti komponentai:
Be pagrindinių metalinių komponentų, ne mažiau svarbu įsigyti kokybiškų sandariklių (tokių kaip O žiedai ir tarpikliai). Šie sandarikliai turi būti suderinami su naudojamu hidrauliniu skysčiu ir gali atlaikyti veikimo slėgį ir temperatūrą.
5. Aplinkosaugos ir taikymo veiksniai įvertina:
Aplinkoje, kuriai būdinga didelė drėgmė ar korozinės sąlygos, būtinos medžiagos, turinčios didesnį atsparumą korozijai. Panašiai, atsižvelgiant į aukštą temperatūrą, pasirenkamos medžiagos, kurios gali atlaikyti šiluminę plėtrą.
Po kokybiškų medžiagų įsigijus, kitas kritinis hidraulinio cilindro gamybos etapas yra apdirbimo ir surinkimo procesas. Ši fazė, naudodama tikslias ir patobulintas apdirbimo būdus, įsigyjamas medžiagas paverčia pagrindiniais hidraulinio cilindro komponentais.
1. Žaliavų mažinimas
Pirmasis fizinio hidraulinių cilindrų gamybos žingsnis yra žaliavų pjaustymas. Šis pamatinis etapas nustato viso gamybos proceso kokybės ir tikslumo toną.
Precision pjovimas pagal projektavimo specifikacijas: Žaliavos, paprastai įvairios plieno ar kitų metalų laipsniai, supjaustomos į specifines formas ir dydžius pagal išsamias projektavimo specifikacijas. Norint užtikrinti tikslumą ir konsistenciją, naudojami didelio tikslumo pjovimo įrankiai ir mašinos, tokios kaip CNC mašinos, lazeriniai pjaustytuvai ar vandens žirgų pjaustymo sistemos.
Komponentų suderinamumas: Pjovimo tikslumas yra ne tik matmenų laikymasis; Tai taip pat labai svarbu užtikrinti įvairių komponentų suderinamumą, kuris bus surinktas taip, kad sudarytų hidraulinį cilindrą. Tikslus pjaustymas užtikrina, kad tokios dalys kaip cilindro statinė, stūmoklis ir stūmoklio strypas sklandžiai atitiktų kartu, o tai yra būtina efektyviam cilindro veikimui.
Medžiagos panaudojimas ir atliekų mažinimas: Šiame etape laikomas efektyvus medžiagų panaudojimas, siekiant sumažinti atliekas. Siekiant maksimaliai padidinti kiekvienos medžiagos partijos derlingumą, naudojami pažangios pjovimo būdai ir kruopštus planavimas.
Tolesnio apdorojimo paruošimas: tada supjaustytos medžiagos paruošiamos vėlesniems procesams, tokiems kaip apdirbimas, suvirinimas ir surinkimas. Šis preparatas gali apimti valymą, nuvalymą ir žymėjimą identifikavimui.
2.CHROMED ir TURĖS
Šis hidraulinio cilindro gamybos proceso žingsnis yra skirtas padidinti specifinių komponentų, ypač stūmoklinių strypų, patvarumą ir funkcionalumą.
Chrome Ploning: Chromo danga yra esminis procesas, kai ant stūmoklinių strypų paviršiaus elektropliuojamas plonas chromo sluoksnis. Šis sluoksnis veikia kaip apsauginė užtvara nuo korozijos, kuri ypač svarbi aplinkoje, kurioje cilindras gali būti veikiamas drėgmės ar korozinių medžiagų. Be to, chromo sluoksnis padidina strypo estetinį patrauklumą, suteikdamas jam blizgančią, poliruotą išvaizdą.
3.NURDAVIMAS
Po chromo dengimo stūmokliniai strypai yra posūkio procesas. Pasukimas apima strypų formavimą iki tikslių matmenų ir nuokrypių, kaip nurodyta dizaine. Šis procesas paprastai atliekamas naudojant tekinimo staklę, kai strypas pasukamas nuo pjovimo įrankių, kad būtų pašalintas medžiagos perteklius ir pasiektas norimas skersmuo bei paviršiaus apdaila. Pasukimo metu pasiektas sklandumas yra labai svarbus stūmoklio strypo operacijai cilindro statinėje, nes jis sumažina trintį, leidžiančią sklandžiau judėti ir sumažinti strypo ir cilindro vidinių sandariklių susidėvėjimą.
4. Sukeltos krūmo suvirinimas
Srieginių krūmų ir kitų armatūros suvirinimas yra esminis hidraulinio cilindro gamybos proceso žingsnis, nes tai apima stiprių, tikslių jungčių, kurios yra būtinos cilindro surinkimui ir bendram vientisumui, sukūrimas.
Nukreipimo būdai ir įranga: Pažangūs suvirinimo būdai, tokie kaip TIG (volframo inertinės dujos) suvirinimas arba MIG (metalo inertinės dujos) suvirinimas, dažniausiai naudojami pritvirtinti srieginius krūmus prie cilindro komponentų. Šie metodai yra pasirinkti atsižvelgiant į jų tikslumą ir jėgą. Suvirinimo metodo pasirinkimas dažnai priklauso nuo komponentų medžiagos ir specifinių hidraulinio cilindro reikalavimų.
Stiprūs sąnariai: suvirintos sąnariai yra kruopščiai tikrinami, kad būtų užtikrinta, jog jose nėra tokių defektų kaip įtrūkimai ar poringumas. Stiprus suvirinimas yra labai svarbus hidraulinio cilindro patvarumui ir saugumui. Suvirinimo procesas paprastai apima temperatūros valdymą ir užpildo medžiagų, suderinamų su pagrindinėmis medžiagomis, naudojimą, kad būtų užtikrintas tvirtas ryšys.
Post-suvirinimo procedūros: Po suvirinimo komponentai gali būti gydomi po suvirinimo būdų, tokių kaip streso palengvinimas ar terminis apdorojimas. Šie procesai padeda sumažinti liekamuosius įtempius ir pagerinti suvirinimo srities stiprumą ir tvirtumą.
5.Tube posūkis
Vamzdžių posūkio procesas yra kritinis žingsnis formuojant vamzdelius, kurie sudaro hidraulinio cilindro statinę. Šiame etape pagrindinis dėmesys skiriamas tikslumui ir dėmesiui detalėms, užtikrinant, kad vamzdžiai atitiktų tikslias skersmens ir paviršiaus apdailos specifikacijas.
Tinkamo skersmens pasiekimas: vamzdžių posūkis apima tekinimo staklių ar posūkio centrų naudojimą, kad būtų pašalinta medžiaga iš vamzdžių išorės, jas nukreipiant į nurodytą skersmenį. Tinkamas skersmuo yra būtinas norint tinkamai pritvirtinti stūmoklį ir kitus vidinius komponentus, užtikrinant sklandų veikimą ir užkirsti kelią nuotėkiui.
Paviršiaus sklandumas: posūkio procesą taip pat siekiama pasiekti aukštą paviršiaus lygio lygį. Sklandus vidinis paviršius sumažina judančių dalių trintį, padidina cilindro efektyvumą ir gyvenimo trukmę. Sklandumas taip pat yra labai svarbus efektyviam hidraulinės sistemos sandarinimui, nes vamzdžio paviršiaus netobulumai gali sukelti nuotėkį ir sumažinti našumą.
Vienodumas ir konsistencija: Vamzdžio skersmens ir paviršiaus paviršiaus paviršiaus nuoseklumas per visą ilgį yra būtinas vienodam hidraulinio cilindro veikimui. Pažangios posūkio įranga, dažnai kontroliuojama kompiuteriu, užtikrina šią konsistenciją, gamindami vamzdžius, kurių matmenys ir kokybė yra vienodi.
6.bottomai ir priedai suvirina vamzdžius
Dubų suvirinimas ir būtini priedai ant vamzdžių yra esminis hidraulinių cilindrų gamybos žingsnis. Šis procesas apima galutinių dangtelių ir kitų komponentų pridėjimą prie vamzdžio, kuris sudaro cilindro korpusą, užtikrinant, kad jis būtų uždaromas ir gali veikti esant aukštam slėgiui.
Nukreipiami dugnai iki vamzdžių: galiniai dangteliai arba dugnai yra suvirinti iki vieno ar abiejų vamzdžio galų. Ši užduotis reikalauja tikslumo, nes suvirinimas turi būti stiprios ir atsparios nuotėkiai, kad atlaikytų vidinį hidraulinio skysčio slėgį. Suvirinimo kokybė yra būtina norint išlaikyti cilindro vientisumą ir saugumą. Jei dugnai nėra tinkamai suvirinti, jie gali žlugti esant slėgiui, kelia didelę riziką tiek įrangai, tiek operatoriams.
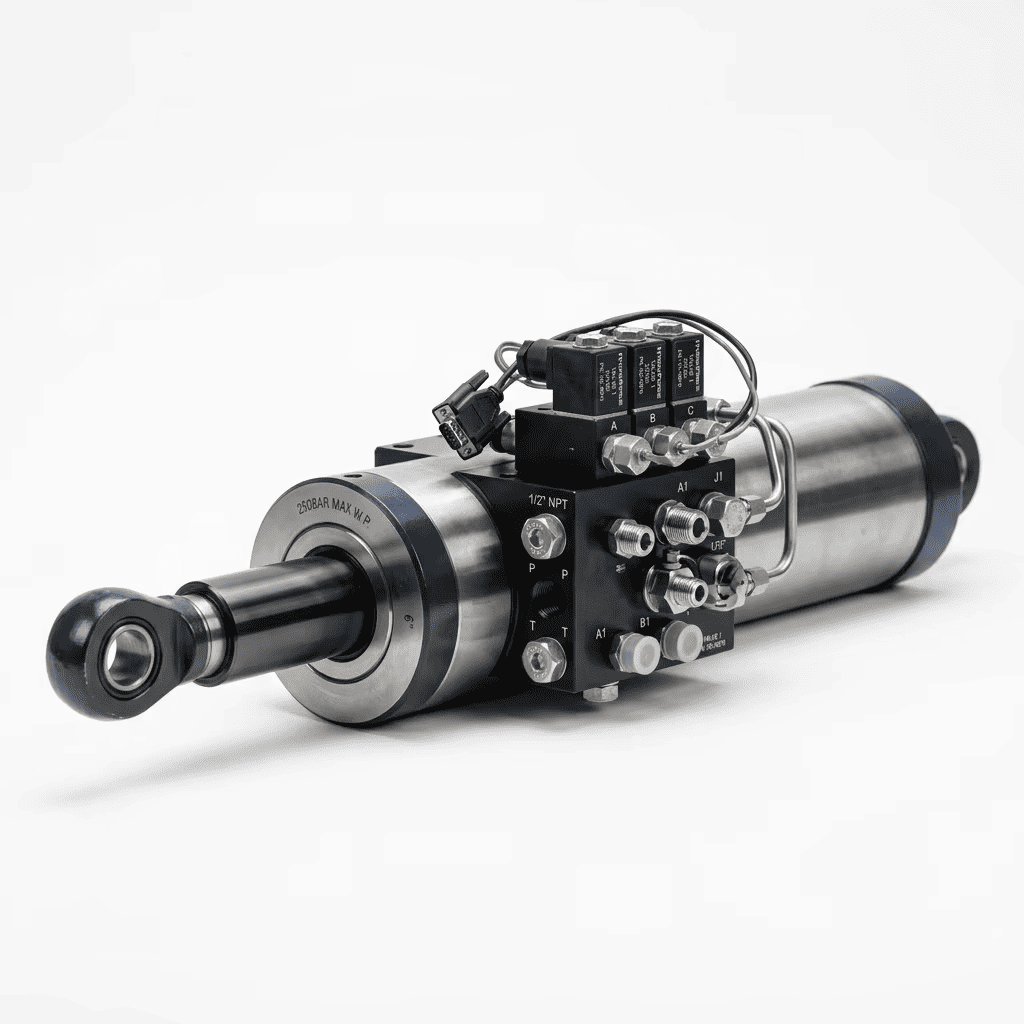
Pridedant būtinus priedus: Be dugno, kiti priedai, tokie kaip tvirtinimo laikikliai, prievadai hidrauliniam skysčiui patekimui ir išėjimui, taip pat suvirinami jutikliai. Šie komponentai turi būti išdėstyti ir pritvirtinti labai tiksliai, kad būtų užtikrintas tinkamas suderinimas ir funkcionalumas galutiniame mazge.
Užklijuojamo cilindro korpuso padidinimas: suvirinimo procesas kruopščiai atliekamas siekiant garantuoti, kad cilindro korpusas yra visiškai uždarytas. Šis sandarinimas yra labai svarbus efektyviam cilindro veikimui, nes bet koks hidraulinio skysčio nutekėjimas gali prarasti galią ir efektyvumą. Technikos, tokios kaip TIG (volframo inertinės dujos) suvirinimas, dažniausiai naudojami, nes jie teikia stiprius, tikslius suvirinimus, tinkamus naudoti aukšto slėgio naudojimui.
7.Polish

Hidraulinio cilindro gamybos poliravimo stadija yra esminis procesas, kuris seka suvirinimą, kurio tikslas - sustiprinti komponentų estetinį patrauklumą ir funkcinę kokybę.
Sklandus apdaila: poliravimas pirmiausia atliekamas siekiant išlyginti hidraulinio cilindro komponentų išorinius paviršius, ypač tuos, kurie buvo suvirinti. Šis procesas apima abrazyvų naudojimą, kad būtų pašalinti suvirinimo purslai, oksidacijos sluoksniai ir paviršiaus trūkumai. Tikslas yra pasiekti vienodą, sklandų apdailą, kuri ne tik atrodo profesionaliai, bet ir sumažina korozijos ir materialinio nuovargio riziką.
Tolesnio gydymo paruošimas: Kai kuriais atvejais poliravimas yra parengiamasis žingsnis tolesniam paviršiaus apdorojimui, pavyzdžiui, dažymui, dengimui ar dengimui. Lygus, švarus paviršius užtikrina geresnį šių procedūrų sukibimą ir efektyvumą.
8.Sinstall
Hidraulinio cilindro gamybos montavimo ar surinkimo fazė yra ta, kur įvairios apdirbtos ir apdorotos komponentai yra sujungti, kad būtų sudarytas visas įrenginys.
Pagrindiniai komponentai: surinkimo procesas apima pagrindinių hidraulinio cilindro komponentų sudėjimą: stūmoklio, stūmoklio strypo, sandariklių ir cilindro korpuso (vamzdis). Kiekvienas komponentas turi būti kruopščiai įdiegtas teisinga tvarka ir orientacija. Paprastai stūmoklis pritvirtintas prie stūmoklio strypo, o po to šis mazgas įkišamas į cilindro korpusą.
Sandentinantys sandarikliai ir tarpinės: sandarikliai ir tarpikliai yra labai svarbūs palaikant cilindro hidraulinį vientisumą. Jie apsaugo nuo hidraulinio skysčio nutekėjimo ir užtikrina, kad cilindras gali generuoti ir atlaikyti reikiamą slėgį. Įdiegti šiuos sandariklius reikia tiksliai, kad būtų išvengta žalos ir užtikrinta, kad jie tinkamai sėdi.
Išoriniai komponentai: Kai vidinis mazgas bus baigtas, išoriniai komponentai, tokie kaip galiniai dangteliai, tvirtinimo laikikliai ir prievadai hidraulinėms jungtims. Šie komponentai dažnai yra pritvirtinti arba suvirinti prie cilindro korpuso, o jų saugus tvirtinimas yra gyvybiškai svarbus bendram cilindro funkcionalumui ir saugumui.
9.Arienavimas
Dažymo etapas hidraulinio cilindrų gamyboje yra paskutinis žingsnis, kuris gatavamam produktui prideda ir estetinę vertę, ir apsauginę funkciją.
Estetinis patrauklumas: tapyba pateikia hidraulinį cilindrą su poliruota, profesionali išvaizda, kuri gali būti labai svarbi klientų pasitenkinimui ir prekės ženklo suvokimui. Gerai baigtas produktas dažnai signalizuoja aukštos kokybės, o tapyba leidžia pritaikyti įmonės spalvas ar projektavimo schemas, taip padidindamas produkto rinkos patrauklumą.
SPRENDIMAS APLINKA APLINKOS ELEMENTAI: Dažai tarnauja kaip kliūtis prieš aplinkos veiksnius, tokius kaip drėgmė, dulkės, chemikalai ir UV spinduliuotė. Ši apsauga yra ypač svarbi cilindrams, naudojamiems lauko ar atšiaurioje pramoninėje aplinkoje. Saugodami nuo korozijos ir susidėvėjimo, dažai prailgina hidraulinio cilindro gyvenimo trukmę, užtikrindami, kad jie išliks funkcionalūs ir laikui bėgant išlaiko savo vientisumą.
Pataikymo procesas: Prieš dažymą cilindro paviršius paprastai yra iš anksto apdorojamas, kad būtų pašalintos alyvos, dulkės ar kiti teršalai. Šis preparatas gali apimti nykimą, smėlio pūtiklį ar grunto tepimą. Dažų ir taikymo metodo pasirinkimas (purškimas, panardinimas ir kt.) Priklauso nuo cilindro medžiagos, numatyto naudojimo ir aplinkos, kurioje jis veiks.
Dalyvavimas ir kietėjimas: uždėjus dažus, cilindras eina džiovinimo ir kietėjimo procesą. Priklausomai nuo dažų tipo, tai gali apimti krosnies ar šilumos lempos naudojimą, kad pagreitintų kietėjimą, arba leisti jai natūraliai išdžiūti gerai vėdinamoje vietoje.
Šiame išsamiame vadove mes ištyrėme sudėtingą hidraulinio cilindro gamybos pasaulį, atskleisdami kiekvieną kritinį gamybos proceso etapą. Hidrauliniai cilindrai vaidina gyvybiškai svarbų vaidmenį įvairiose pramonės šakose, o kiekvienam klientui labai svarbu suprasti jų gamybos procesą.